Case Study: Quick-Turn Pelican Cases with Custom Foam for Portable Military Drone Equipment
Case Study: Quick-Turn Pelican Cases with Custom Foam for Portable Military Drone Equipment

Executive Summary
Due to the confidential nature of this program, some technical details, product views, and identifying information have been intentionally withheld, limited, or modified. The information and images included in this case study are presented in a way that preserves the accuracy of the packaging solution while protecting sensitive aspects of the underlying equipment.
In 2023, a Texas-based defense startup came to us after experiencing long lead times, inconsistent quality, large material tolerances, and poor communication from its existing case and foam supplier. They needed custom hard cases with precision foam inserts for military drone prototypes used in testing and customer demos, with rapid turnaround and frequent design changes. We supported the project with prototype lead times of one week or less, tight tolerances within 1/16 inch, and close collaboration throughout development. To date, the program has grown into regular production with thousands of cases delivered and more shipping each month.
Project Snapshot

- Program type: Rugged hard cases with custom foam interiors
-
Equipment category: Military drone system
- Project stage: Prototyping to full production
-
Turnaround required: 1 week
- Transport modes: Freight, vehicle, air, sea, and manual carry
-
Number of components: 56 components across three cases
-
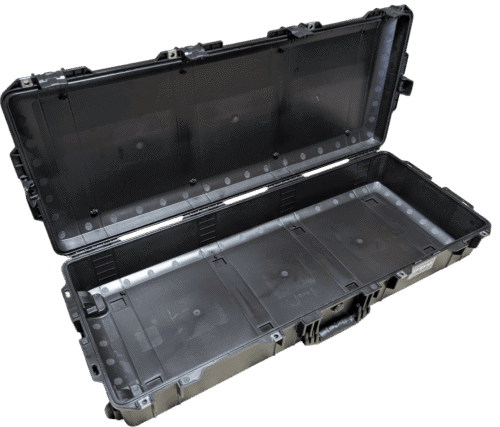
Case used: Pelican 1745 Air cases
- Foam used: 2 lb & 4 lb PE
-
Outcome: Successful rapid prototyping over one year followed by production runs which continue today
The Challenge
The customer had a modular military drone prototype that needed custom packaging for transportation, field testing, customer demos, and day-to-day organization. Because the system was still in development, the packaging had to support frequent design changes while still protecting a large number of components.
This created several challenges. First, the product design was not fixed. Over the course of three years, the packaging had to be revised 41 times as the system evolved. Second, the kit included 56 components across three cases, which made organization, inventory checks, and usability just as important as protection. Third, the cases needed to support virtually every transport environment, including freight shipment, vehicle transport, air and sea travel, and manual carry in the field.
The product also included a mix of durable and fragile components. Some parts could tolerate normal handling, but others had sensitive connector pins that required carefully controlled support. On top of that, the customer had already experienced problems with their prior packaging approach, poor quality, large material tolerances, and foam construction that did not hold up well under the weight of heavier components.
Key Requirements
To succeed, the packaging solution needed to meet several requirements at the same time:
Rapid turnaround for prototyping
The customer needed a supplier that could keep pace with startup-style development, last-minute demos, and rapid design iteration.
Support for constant design revisions
Because the drone system was still evolving, the packaging had to be easy to revise without losing accuracy or control.
Clean organization for a high component count
With 56 components across three cases, every item needed a defined location so the system would be easy to pack, unpack, inspect, and use.
Compact portability across multiple transport modes
The cases needed to be robust enough for freight and transit, but still compact and usable enough to be carried by a person when needed.
Improved structural quality and consistency
The foam design had to avoid the weaknesses of a multi-layer glued construction and provide more durable long-term support for heavier components.
Protection for fragile technical features
Sensitive connector pins and other delicate features needed secure retention without direct contact or pressure in the wrong areas.
The Packaging Solution
We addressed these requirements with a three-case packaging system built around Pelican 1745 Air cases and custom PE foam interiors. The full set was divided into three use-case-based pack-outs so that the layout was easier to understand and the correct components could be located faster in the field.
To support the pace of development, we built the project around fast revision control and rapid turnaround. Despite frequent changes over a three-year period, we managed 41 design revisions with only one known mistake, which was corrected within a week. Prototype lead times were kept to one week or less, allowing the customer to continue testing and preparing for demos without long delays. On one especially urgent demo deadline, our team worked through the night to deliver on time.
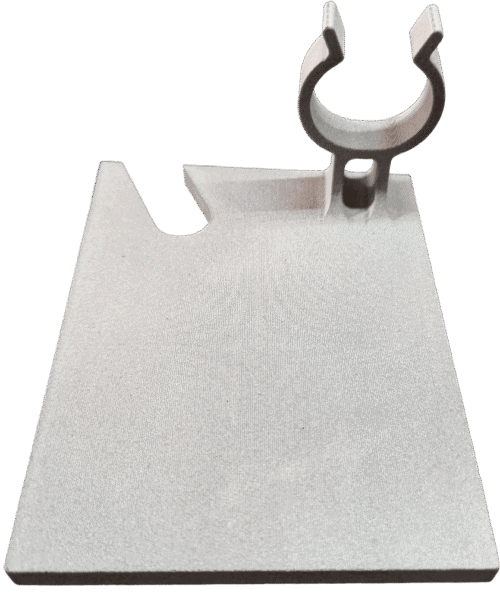
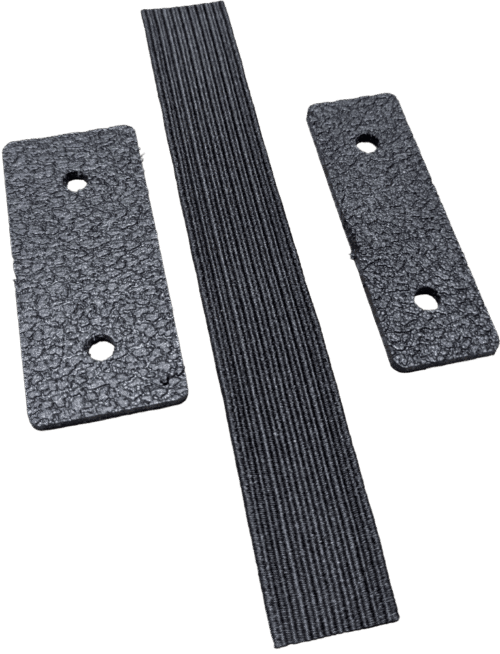
To make the cases more portable without sacrificing storage capacity, we used the lid as functional storage space. Elastic strapping and 3D-printed clips in the lid allowed components to be secured overhead, opening up roughly 45% more usable storage space while keeping the overall case footprint compact enough for human transport.
For fragile parts with sensitive connector pins, the cutouts were designed so the main body of each part was held securely in place while relief areas protected the pins from touching the foam at all. This allowed the components to remain stable in transit without placing pressure on the most vulnerable features.
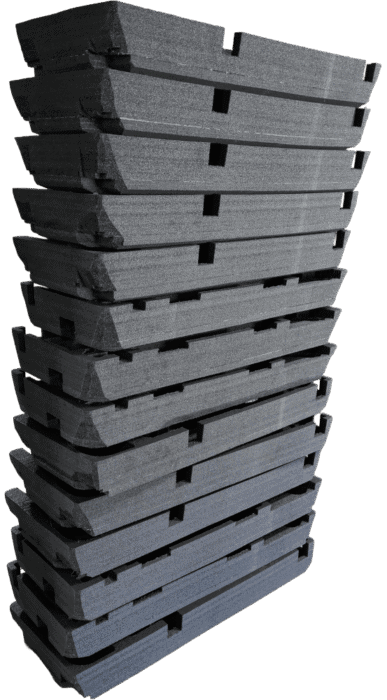
For the foam construction itself, we moved away from the customer’s previous waterjet-cut multi-layer approach. Their earlier design relied on twelve thin foam layers, and heavy components were causing failures at the glued joints. By switching to CNC-routed foam, we reduced the foam set to two layers instead of twelve and strategically placed the break line below the heaviest objects. This also improved consistency and gained the ability to machine curved-bottom pockets that cradled components more securely.
The finished packaging system was designed for far more than static storage. It needed to protect the equipment through repeated freight shipment, vehicle transport, air and sea movement, and manual carry in the field, while also standing up to repeated packing, unpacking, opening, and closing over time. Tight foam tolerances, higher-density PE, reinforced support in key areas, and pocket geometry tailored to each component all helped limit movement and reduce wear during transit. Over time, the design proved itself not only in day-to-day use, but also in the program’s required military vibration and heat testing.
Foam Layout Details
There were several creative approaches used in this foam set to achieve all requirements.
A key challenge was combining 56 components into just three cases. This took several approaches. For lighter, thinner items, we used elastic strapping and 3D printed clips to hold components in the lid. In the base foam, we placed thin, but durable items down low in the foam and cut a shelf above it where larger items could be positioned. Several items also were positioned at slight angles, instead of flat, so they took up slightly less footprint.
The customer’s previous foam was being damaged by heavy components shifting during transit. This was resolved in four ways. First, we held tighter tolerances to make sure components were snug and had limited room to shift. Second, we upgraded from 2 lb PE to 4 lb PE. This extra density made for much stronger foam that could withstand the weight. Third, we used angled or rounded pockets to better support items that did not have a flat bottom surface. Fourth, we cut thin slots in the back of the foam in key areas to insert plastic sheeting into the slots for added strength.
With a modular device having dozens of components, not every piece was always needed and sometimes there were slight variations in the pieces themselves. This was overcome by using extra foam plugs in the case. Some plugs allowed slots to be filled if the part wasn’t needed in that particular unit, whereas others transformed the shape of the pocket to hold a variation of the component.
The final layout was also designed for clean, professional presentation during customer demos, with every component organized in a way that made the system easier to understand and use.
Lastly, ease of access is important with many components. So every pocket was designed with finger and hand slots so that the operators could easily pull the equipment out. We worked closely with the customer to place these access points correctly, since certain components needed to be handled from specific areas and the foam needed to make that handling intuitive.
Turnaround and Collaboration

When the customer reached out to us and explained their frustrations, they were still working with their current foam supplier and were asking for prototypes from each of us. They were used to getting prototypes turned around in ~6 weeks. However, we had already gotten them three rounds of prototypes before the other company delivered the first one. Shortly after a few rounds of prototypes, the customer needed 50 cases for a demo in less than three weeks, which we turned around in 15 days.
While we strived to always hit their desired deadlines, there have been a few instances over three years where we were worried we’d fall short. In those cases, we let them know early and coordinated with them on their absolute needs. We made sure to hit those deadlines and then fulfill the remaining units shortly after. Over the course of the program, we worked to ensure packaging never became the limiting factor in the customer’s development timeline.
Outcome
As of today, thousands of these units have been delivered and used. The cases passed the required military vibration and heat testing for the program and performed well in the field. To date, we have not seen reports of foam tearing, case failures, or other packaging-related issues in use. The foam design is relatively stable today, however, we still do manage slight changes every so often as the product is updated.
Prototype-to-Repeatability
What started from rapid prototype iterations of one or two cases at a time has now turned into thousands of units. Our manufacturing processes allow us to scale from one to many easily while maintaining tight tolerances on the foam layout and pockets, giving the customer a stable and repeatable pack-out as the product matured. Even after the design entered regular production, we continued refining the manufacturing process to improve speed, quality, consistency, and cost efficiency.
Conclusion
If you need a rugged hard case with precision-cut foam for a defense prototype, portable technical system, or demo unit, the same approach can support everything from one urgent prototype to repeatable production runs. For programs with complex layouts, evolving designs, and demanding transport conditions, well-designed packaging is not just about protection, it is also about speed, organization, consistency, and readiness in the field.
About Vol Case
Volunteer Case & Container is the oldest custom crate and case manufacturer in the East TN area. Founded over 30 years ago, all of our protective packaging solutions are still designed and assembled at our facility in Oak Ridge, TN. We specialize in custom wood crates, ATA cases, wood or plastic containers, injection molded cases, and waterjet or CNC cut foam inserts. Our customers span a variety of industries including nuclear, government, aerospace, military, medical, R&D, and more. Our team has experience designing and building everything from huge wood crating for 70,000+ lbs machinery to small injection molded cases for key-sized objects. Whatever your needs, our team works on quick turnaround times to provide you with high quality protective packaging. Contact us today for a free quote.
Contact Us
Whether you need one wood crate or hundreds of ATA cases, we’d love the chance to earn your business. All of our designs and quotes are done for free without any purchase required. We are able to work off dimensions/CAD files that you provide to us or we can visit your facility to take measurements of the equipment.
(865) 481-3801
sales@volcase.com
328 Warehouse Rd. Oak Ridge, TN 37830