Pelican Cases: An Overview of Industry-Leading Protective Equipment Cases
Pelican Cases: An Overview of Industry-Leading Protective Equipment Cases
When organizations, especially defense and aerospace startups, need protective equipment cases that can survive harsh environments, repeated handling, and mission-critical use, Pelican cases are often the standard. Across defense, aerospace, industrial manufacturing, medical, energy, and field-service industries, Pelican cases are used to protect high-value equipment from impact, moisture, dust, vibration, and extreme temperatures during development, testing, deployment, and field operations.
From a procurement perspective, standardized Pelican case platforms also simplify replacement, expansion, and long-term support as programs mature.
While Pelican is widely recognized for rugged hard cases, its product portfolio spans multiple specialized product lines – each designed around different operational requirements such as weight reduction, rapid access, portability, and niche situations. Understanding these distinctions is key when selecting the right protective equipment case for a given application.
In many applications, Pelican cases are paired with custom foam interiors to create fully engineered protective equipment cases tailored to specific equipment.
For defense and aerospace startups, protective equipment cases often support multiple lifecycle stages from early prototyping and environmental testing to flight readiness, customer demonstrations, and initial deployment. Selecting a case platform that can scale across these phases helps reduce rework and long-term packaging costs.
Pelican Protector Cases: Maximum Protection for Critical Equipment
Protector Cases are the most recognized Pelican cases and are often considered the benchmark for heavy-duty protective cases. Built with thick polymer shells, reinforced corners, and pressure-equalization valves, these cases are designed for environments where equipment failure is not an option.
In aerospace and defense startup environments, Protector Cases are frequently used for prototype hardware, avionics subsystems, sensors, flight-test instrumentation, and ground support equipment, where both physical protection and repeatable transport are required throughout iterative testing cycles.
They are commonly used to protect:
-
Sensitive electronics and instrumentation
-
Optical systems and calibration tools
-
Defense, aerospace, and industrial components
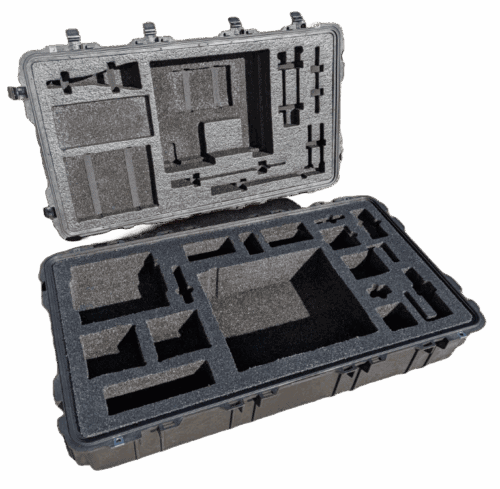
For applications requiring custom foam inserts or engineered interior layouts, Protector Cases provide a rigid foundation capable of supporting complex equipment geometries and high payload weights.
Pelican Air Cases: Lightweight Protective Equipment Cases

Pelican Air Cases were developed to solve a common challenge: reducing weight without sacrificing protection. Launching in 2016, this line uses advanced resin formulations which causes these Pelican cases to be significantly lighter than traditional hard cases while maintaining high impact resistance.
Air Cases are frequently selected for:
-
Air travel and mobile field teams
-
Aerospace tooling and test equipment
-
Applications with strict weight or handling constraints
They are especially effective when paired with precision-cut foam interiors designed to secure sensitive equipment during transport.
Pelican Storm Cases: Fast-Access Equipment Cases
Storm Cases are designed for users who require frequent, rapid access to their equipment. Featuring press-and-pull latches and streamlined profiles, these Pelican cases balance rugged protection with operational efficiency.
Common use cases include:
-
Law enforcement and public safety
-
Broadcast and media production
-
Field service and technical support teams
Storm Cases are often chosen when equipment must be accessed repeatedly throughout the day without compromising protection.
Pelican Vault Series: Durable Protective Equipment Cases at an Accessible Price Point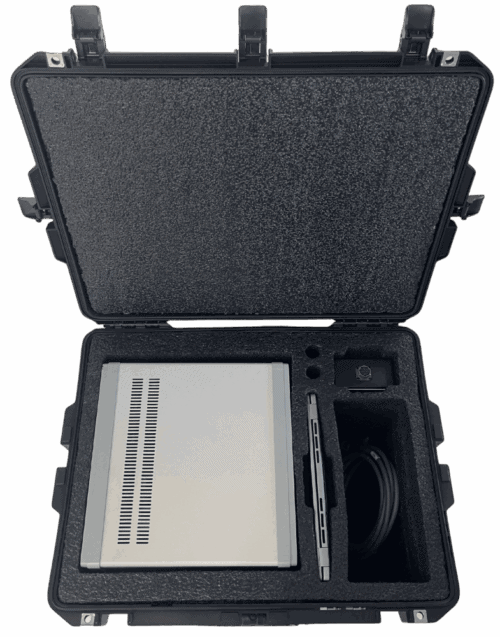
The Pelican Vault Series was developed to serve users who need reliable protective cases without the cost or weight of Pelican’s ultra-heavy-duty lines. Vault cases retain Pelican’s core design philosophy – impact resistance, reinforced corners, and secure latching – while using a streamlined construction optimized for value and everyday use.
Pelican Vault cases are commonly used for:
-
Firearms and shooting sports equipment
-
Cameras and personal electronics
-
Recreational and hobbyist gear
While not intended for extreme industrial abuse, the Vault Series fills an important niche where dependable protection, affordability, and brand-trusted quality intersect.
Pelican Cargo Series: Vehicle-Mounted Protective Equipment Cases
The Pelican Cargo Series extends beyond handheld cases into vehicle-mounted storage solutions. Designed for truck beds, SUVs, and utility vehicles, these Pelican cases provide lockable, weather-resistant protection for tools and equipment in transit.
Cargo cases are often used by:
-
Construction and industrial crews
-
Utilities and field-service operations
-
Outdoor and overland applications
These protective equipment cases emphasize durability, security, and integration with vehicle systems – making them a key solution for mobile operations.
Pelican Micro & Specialty Cases: Compact Protection for Small Equipment
Not all protective equipment cases are large. Pelican Micro Cases provide watertight, crush-resistant protection for small but high-value items such as sensors, drives, meters, and electronic accessories.
Despite their compact size, these Pelican cases retain the same core performance characteristics as larger models, making them ideal for precision tools exposed to demanding environments.
Pelican Personal Utility Series: Everyday Equipment Cases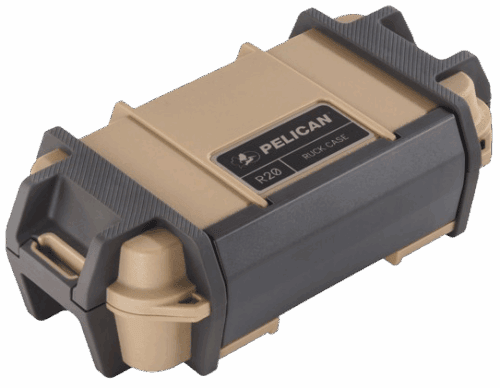
The Personal Utility Series focuses on compact, user-friendly Pelican cases designed for daily carry and light-duty protection. These protective equipment cases prioritize convenience, portability, and weather resistance for personal and professional users alike.
Typical applications include:
-
Small tools and accessories
-
Handheld electronics and devices
-
Personal safety and utility items
These Pelican cases are especially popular with technicians, outdoor enthusiasts, and mobile professionals who want durable protection without the bulk of full-size hard cases.
Pelican Laptop & Tech Cases: Protection for Mobile Electronics
Pelican’s Laptop and Tech Case lineup addresses a critical modern need: protecting sensitive electronics during frequent travel and field use. These Pelican cases combine rigid shells or reinforced soft exteriors with padded interiors and thoughtful organization for cables, chargers, and accessories.
Common use cases include:
-
Field engineers and technicians
-
Personal and hobbyist users
-
Industrial sales and service teams
As mobile workforces continue to grow, laptop-focused protective equipment cases play an increasingly important role in preventing downtime and equipment damage.
Pelican Luggage Cases: Travel-Ready Protective Equipment
Pelican’s Luggage Case lineup blends rugged protection with travel-friendly features such as wheels, retractable handles, and airline-conscious dimensions. Unlike traditional luggage, these Pelican cases are engineered to protect sensitive or high-value contents rather than clothing alone.
They are frequently used for:
-
Technical equipment and trade show materials
-
Medical and diagnostic devices
-
Professional travel where durability matters
For users who treat luggage as a protective system rather than a disposable accessory, Pelican luggage cases offer a distinct advantage.
Hardigg by Pelican: Military-Grade Transport Cases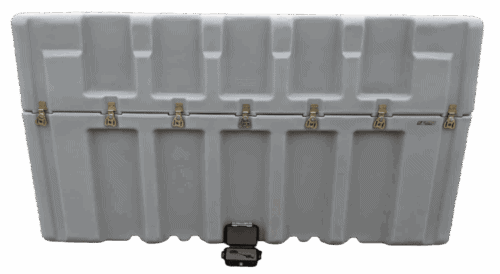
Hardigg represents Pelican’s most heavy-duty category of protective equipment cases, following Pelican’s acquisition of Hardigg Industries[1]. These cases are designed for extreme environments and long-term deployment, often meeting or exceeding military and aerospace transport requirements.
For aerospace startups transitioning from prototype to early production or supporting deployed systems, Hardigg cases are commonly used for large assemblies, flight-line support equipment, transportable test systems, and ruggedized logistics containers where long-term durability and structural performance are critical.
Hardigg cases are commonly used for:
-
Defense and military logistics
-
Aerospace ground support equipment
-
Large, high-value, or oversized systems
Featuring rotationally molded shells, advanced latching systems, and high load-bearing capacity, Hardigg Pelican cases are purpose-built for situations where equipment protection is mission-critical.
Why These Pelican Case Lines Matter
Together, these product lines illustrate why Pelican cases dominate such a wide range of industries and use cases. From personal utility and laptop protection to vehicle-mounted cargo solutions and military-grade Hardigg transport systems, Pelican’s portfolio covers nearly every protective equipment case requirement imaginable.
For organizations selecting cases, or designing custom foam interiors and integrated packaging systems, understanding these distinctions is essential to achieving long-term protection, reliability, and operational efficiency.
How Pelican Cases Are Used Across Industries
Across a wide range of professional environments, Pelican cases are used not simply as containers, but as fully integrated protective equipment cases designed to safeguard mission-critical tools, instruments, and systems. Their durability, environmental resistance, and modular interiors make them adaptable across industries with very different operational demands.
Below are some of the primary industries where Pelican cases are commonly deployed:
Defense & Aerospace
In defense and aerospace applications, Pelican cases are frequently used to transport sensitive electronics, optics, communications equipment, and ground support tools. These cases are valued for their ability to withstand shock, vibration, moisture, and extreme temperatures – often in deployed or austere environments where equipment failure is not an option.
For defense and aerospace startups, Pelican cases often serve as the foundation of a larger protective equipment system, not a finished solution on their own. During early-stage development, these organizations must safely transport prototypes, test articles, avionics, and sensitive subsystems between labs, test ranges, manufacturing partners, and customer facilities.
Common startup-specific use cases include:
-
Transporting flight hardware and avionics prototypes
-
Protecting sensors, payloads, and electronics during environmental testing
-
Shipping ground control systems (GCS) and related control electronics
- Supporting low-volume production and rapid iteration cycles
In these environments, Pelican cases are frequently paired with custom-engineered foam interiors that evolve alongside the hardware, allowing startups to update protection as designs mature without changing case platforms.
Energy, Utilities & Infrastructure
Field crews in power generation, utilities, oil & gas, and renewable energy sectors use Pelican cases to protect meters, sensors, diagnostic equipment, and control components. These protective cases help ensure tools remain functional despite exposure to weather, dirt, and rough handling in remote or outdoor environments.
Industrial Manufacturing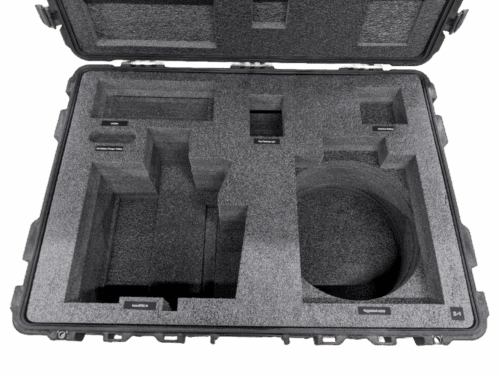
Manufacturers rely on Pelican cases to protect calibration tools, inspection equipment, automation components, and specialty instruments. In this context, protective equipment cases are often paired with custom foam inserts to prevent damage during transport between facilities, job sites, or customer locations.
Public Safety & Emergency Response
Law enforcement, fire departments, and emergency response teams depend on Pelican cases for rapid-access protection of critical gear. As protective equipment cases, they are used for communications equipment, tactical tools, medical supplies, and command-and-control systems that must remain operational in high-stress scenarios.
Medical & Diagnostic Equipment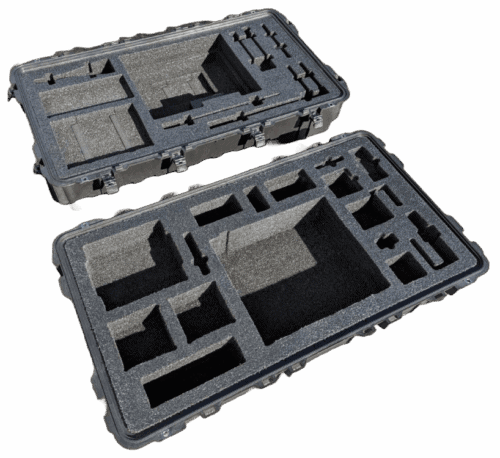
In medical, laboratory, and diagnostic settings, Pelican cases are used to transport sensitive devices that require both physical protection and environmental sealing. Equipment cases in this space are commonly configured with precision-cut foam to secure instruments during transit while maintaining organization and cleanliness.
Media, Broadcast & Technical Field Services
Pelican cases are widely used to protect cameras, audio gear, testing instruments, and laptops in field-based technical roles. In these industries, cases must balance durability with portability, making lighter-weight or fast-access case lines particularly valuable.
Why Industry Context Matters
While Pelican cases share common performance characteristics, how they function as protective equipment cases depends heavily on the industry and application. Environmental exposure, handling frequency, transport method, and equipment sensitivity all influence case selection and interior design.
For defense and aerospace startups, speed to market is often as critical as hardware reliability. Leveraging Pelican cases as Commercial Off-The-Shelf (COTS) solutions allows teams to bypass the long lead times of custom-molded enclosures while still meeting rigorous military and aviation standards. These cases are engineered to comply with MIL-STD-810G for environmental stress, IP67 for total dust and water ingress protection, and ATA 300 / ASTM for reusable shipping durability[2]. This technical validation, combined with Pelican’s Lifetime Guarantee, ensures that your equipment remains protected through every phase of the lifecycle – from initial lab prototyping to global deployment – without the risk of a “single-point-of-failure” container.
Understanding these industry-specific use cases is essential when choosing the right Pelican case and when engineering the internal protection that ultimately determines how well the equipment inside is protected.
Choosing the Right Pelican Case for Your Application
Each Pelican product line is designed around specific operational priorities: maximum impact resistance, reduced weight, fast access, or thermal performance[3]. At a high level, Protector and Hardigg cases are typically selected for maximum durability and long-term deployment, Air cases for weight-sensitive transport, Storm cases for frequent access, Vault or Personal Utility cases for lighter-duty or recreational use, and Cargo, Micro, Laptop, and Luggage cases are used for specialized purposes.
Selecting the right Pelican case is only the first step. For many organizations, the true performance of a protective equipment case depends on how well the interior is engineered to secure and support the equipment inside.
That’s where custom foam inserts, engineered packaging solutions, and application-specific case integration become critical to ensuring long-term equipment protection and operational reliability.
About Vol Case
Volunteer Case & Container is the oldest custom crate and case manufacturer in the East TN area. Founded over 30 years ago, all of our protective packaging solutions are still designed and assembled at our facility in Oak Ridge, TN. We specialize in custom wood crates, ATA cases, wood or plastic containers, injection molded cases, and waterjet or CNC cut foam inserts. Our customers span a variety of industries including nuclear, government, aerospace, military, medical, R&D, and more. Our team has experience designing and building everything from huge wood crating for 70,000+ lbs machinery to small injection molded cases for key-sized objects. Whatever your needs, our team works on quick turnaround times to provide you with high quality protective packaging. Contact us today for a free quote.
Our Products
No matter the size or sensitivity of your product, Vol Case has a protective packaging shipping solution for you.

Wood Crates
All of our crates are stamped and certified for international export. Whether you need a single small crate delivered to you or dozens of oversized crates built onsite at your facility, we can handle the job. Our crates are fully customizable and can include foam, shelves, shock absorbers, ramps, latches, and more. We have experience building both commercial and military crates for equipment weighing 70,000+ lbs. Learn more here.

ATA / Road Cases
ATA / Road cases are best for highly sensitive objects that are light enough for one or two people to lift and move around. Our ATA cases can be either wood or plastic siding and all have durable metal edging. All ATA cases come with custom foam interiors and can have any number of wheels, handles, partitions, straps, latches, and more. Our cases are split or pop riveted together to ensure maximum strength and durability. Learn more here

PE & Wood Containers
If you need something lighter or cheaper than an ATA case, our PE and wood containers are the solution. PE containers are made with a strong, but lightweight, plastic siding and no metal edges. This provides a lighter and cheaper option to an ATA case, while still very durable. Our wood containers are made with wood sides and metal edges and are our most cost effective case option, but are heavier than the PE version. Learn more here.

Trunk Cases
Trunk cases are perfect for equipment regularly transported by box truck. Our trunk cases come in three sizes: Small - 22.5” x 30” x 30”, Medium - 22.5” x 45” x 30”, & Large 30” x 45” x 30”. These exterior dimensions allow them all to fit neatly in a box truck for maximum capacity. All trunk cases include handles, latches, four swivel castors, and castor cups on top to allow for secure stacking. As needed, labels, dividers, and foam can be added as well. Learn more here.

Injection Molded Cases
We are a certified distributor for Pelican, SKB, and Nanuk cases, meaning we offer better pricing than you’ll find anywhere else. All of our injection molded cases are watertight, comply with military specs, and are built to withstand the harshest environments. Custom waterjet or CNC cut foam inserts are available for all cases for maximum protection. Whether you need a case to hold one object or many, we can design a case for you. Learn more here.

Waterjet & CNC Cut Foam
We offer a wide range of foam types, densities, and colors to best fit your needs. We offer foams types such as PE, PU, Crosslink, and Zote foam. All of these are available in a variety of densities depending on the weight and sensitivity of your equipment. We also offer colors other than the standard black/charcoal and have options such as anti-static. All these foam varieties can be waterjet or CNC cut to perfectly fit your product. Learn more here.
Contact Us
Whether you need one wood crate or hundreds of ATA cases, we’d love the chance to earn your business. All of our designs and quotes are done for free without any purchase required. We are able to work off dimensions/CAD files that you provide to us or we can visit your facility to take measurements of the equipment.
(865) 481-3801
sales@volcase.com
328 Warehouse Rd. Oak Ridge, TN 37830